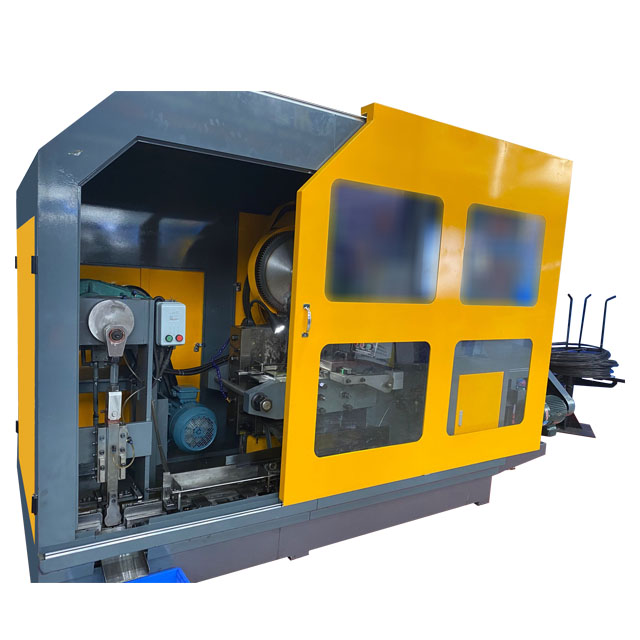



Ronen® ซึ่งเป็นซัพพลายเออร์รายสำคัญ - เครื่องขึ้นรูปโบลต์ 5 สถานีการตีขึ้นรูปเย็น ขึ้นรูปช่องว่างของโบลต์ผ่านขั้นตอนการประมวลผลเย็น 5 ขั้นตอน ได้แก่ การตัดลวด การพลิกคว่ำ การขึ้นรูปส่วนหัว การตัดแต่ง และการเจียรเพลา เพียงใส่ลวดเข้าไปในเครื่องป้อน ตั้งค่า ลวดก็จะทำงานโดยอัตโนมัติ
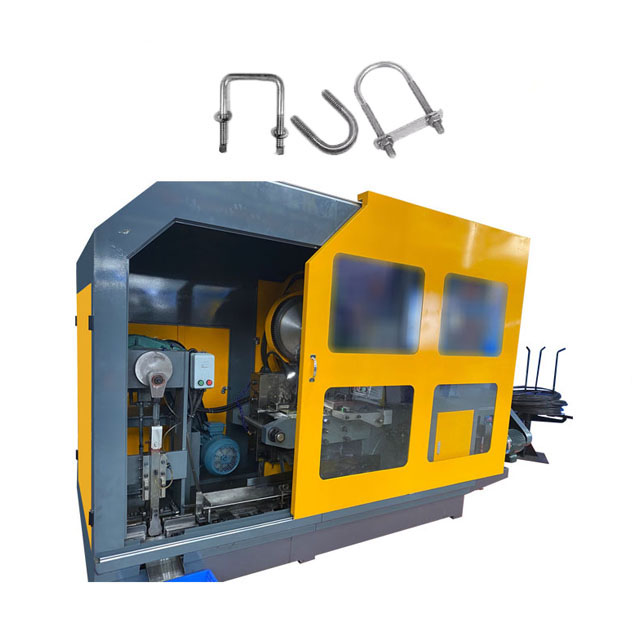
เครื่องขึ้นรูปโบลต์แบบหล่อเย็น 5 สถานีจะเปลี่ยนลวดโลหะให้เป็นช่องว่างของโบลต์ผ่านสถานีอัดรีดเย็นห้าสถานีติดต่อกัน สิ่งที่ผลิตขึ้นมาคือสลักเกลียวเปล่าที่ติดทั้งหัวและก้าน ซึ่งสามารถใช้เพื่อดำเนินการทำเกลียวในภายหลังได้
ห้าสถานีของ Bolt Former Machine ได้กำหนดภารกิจไว้อย่างชัดเจน: สถานีที่ 1 ตัดสายไฟและกดส่วนที่ยื่นออกมาเล็กๆ (รูปร่างเริ่มต้นของหัว); สถานีที่ 2 เน้นศีรษะล่วงหน้าเพื่อให้รูปทรงชัดเจนขึ้น สถานีที่ 3 ประมวลผลส่วนของแท่ง (เช่น การกดการลดหรือขั้นบันได) สถานีที่ 4 กดรายละเอียดของศีรษะอย่างประณีต สถานีที่ 5 เสร็จสิ้นการสร้างส่วนก้านและส่วนหัว กระบวนการทั้งหมดไม่ต้องการความร้อน ดำเนินการโดยตรงในสภาวะเย็น
เครื่องสามารถขึ้นรูปลวดโลหะได้โดยไม่จำเป็นต้องให้ความร้อน อุปกรณ์อัตโนมัติจะดึงลวดโลหะออกมาก่อน แล้วตัดให้มีความยาวตามที่ต้องการ จากนั้นจึงขนย้ายไปยังสถานีประมวลผลที่แตกต่างกัน 5 แห่งตามลำดับ แต่ละสถานีดำเนินการเฉพาะ เช่น การสร้างส่วนหัวหรือการสอดส่วนก้าน ในที่สุดก็ขึ้นรูปโบลต์
จุดเน้นในการบำรุงรักษาของ Cold Forging 5-Station Bolt Former Machine อยู่ที่กลไกการลำเลียงและแม่พิมพ์ กลไกในการเคลื่อนย้ายช่องว่างของสลักเกลียวระหว่างสถานีจะต้องได้รับการดูแลอย่างแม่นยำ และต้องตรวจสอบสภาพการสึกหรอของแม่พิมพ์ตีขึ้นรูปเพื่อให้แน่ใจว่าสลักเกลียวมีคุณสมบัติตรงตามข้อกำหนด
คุณลักษณะของ Cold Forging 5-Station Bolt Former Machine คือ มีฟังก์ชันสถานีที่ครอบคลุม และสามารถปรับให้เข้ากับวัสดุประเภทต่างๆ ได้สูง ตำแหน่ง 1-2 ใช้สำหรับส่วนหัวของท่อ และตำแหน่ง 3-5 ใช้สำหรับตัวท่อ สามารถจับโบลท์ได้ตั้งแต่หัวกลมธรรมดาไปจนถึงแบบมีขั้นบันได แรงกดที่จ่ายให้กับแต่ละเครื่องสามารถปรับได้อย่างอิสระ และจะไม่ทำให้สายไฟแตกร้าว
| แบบอย่าง | หน่วย | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| สถานีปลอม | เลขที่. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| แรงปลอม | กก | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| เส้นผ่านศูนย์กลางตัดสูงสุด | มม | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| ความยาวตัดสูงสุด | มม | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| อัตราการส่งออก | ชิ้น/นาที | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| อาร์เคโอ จังหวะ | มม | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| เคโอ จังหวะ | มม | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| จังหวะแรมหลัก | มม | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| กำลังมอเตอร์หลัก | กิโลวัตต์ | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| สลัวโดยรวม ของการตัดตาย | มม | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| สลัวโดยรวม ของหมัดตาย | มม | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| สลัวโดยรวม ของแม่พิมพ์หลัก | มม | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| สนามตาย | มม | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| ประมาณ น้ำหนัก | ตัน | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| เส้นผ่านศูนย์กลางของโบลท์ที่ใช้งานได้ | มม | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| ความยาวก้านของช่องว่าง | มม | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| สลัวโดยรวม | มม | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10,000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |