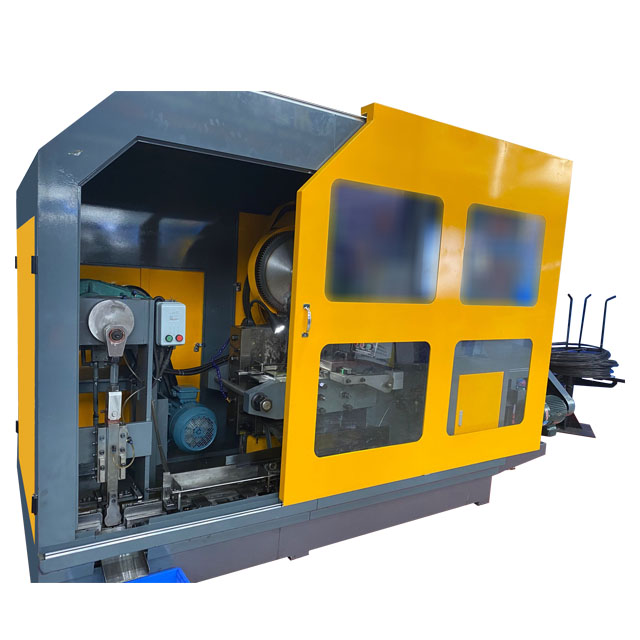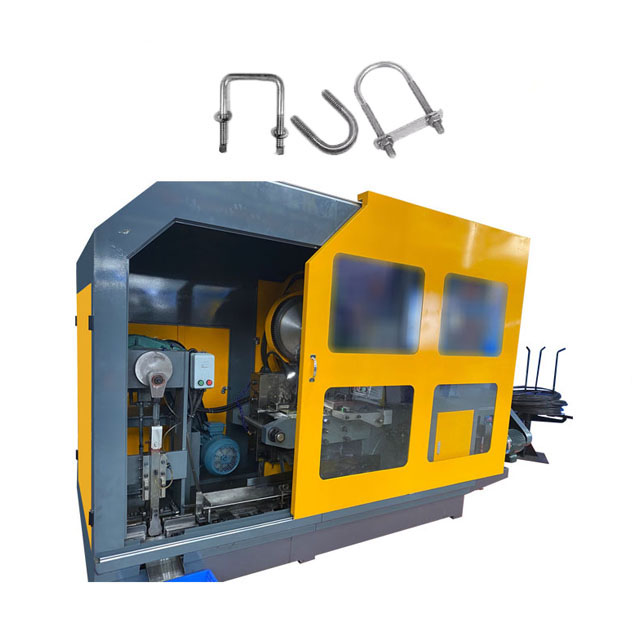



ซัพพลายเออร์ Ronen® จัดหา 4 Die 4 Station Bolt Former ซึ่งสร้างช่องว่างของสลักเกลียวในสี่ขั้นตอน: ขั้นตอนแรกคือการตัดลวด ขั้นตอนที่สองคือการยืดช่องว่าง ขั้นตอนที่สามคือการกำหนดรูปร่างของหัวสลักเกลียว และขั้นตอนที่สี่คือการตัดส่วนที่เกินออก ไม่ต้องเคลื่อนย้ายวัตถุดิบ
4 Die 4 Station Bolt Former ใช้สถานีแยก 4 สถานีและแม่พิมพ์ที่เกี่ยวข้องในการหล่อลวดโลหะให้เย็นลงในช่องว่างของสลักเกลียว ผลิตสลักเกลียวโดยการดันโลหะผ่านขั้นตอนการขึ้นรูปสี่ขั้นตอน ลวดโลหะเข้ามาจากปลายด้านหนึ่ง ตัด แล้วผ่านแต่ละเวิร์กสเตชัน
วางม้วนลวดเข้าไปในสลักเกลียวก่อนและเริ่มกระบวนการขึ้นรูปได้ เครื่องจะตัดส่วนของสายไฟโดยอัตโนมัติและป้อนเข้าในสี่สถานี ในแต่ละจุด จะมีเครื่องมือกดลงบนโลหะ เปลี่ยนรูปร่าง และเปลี่ยนลวดธรรมดาให้กลายเป็นสลักเกลียวที่ซับซ้อน
4 Die 4 Station Bolt Former ใช้กระบวนการตีขึ้นรูปเย็น ทำให้สามารถขึ้นรูปโลหะได้โดยไม่จำเป็นต้องให้ความร้อน เนื่องจากโครงสร้างภายในของโลหะถูกบีบอัดและปรับรูปร่างใหม่ ส่งผลให้ได้ผลิตภัณฑ์ขั้นสุดท้ายที่แข็งแกร่งยิ่งขึ้น ตัวยึดที่ผลิตในลักษณะนี้มีความแข็งแรงและทนทานอย่างยิ่ง
องค์ประกอบสำคัญอย่างหนึ่งของโบลต์แบบเดิมคือนิ้วเลื่อน ส่วนประกอบนี้จะหยิบสลักเกลียวที่ยังไม่เสร็จและเคลื่อนย้ายจากสถานีหนึ่งไปยังอีกสถานีหนึ่งอย่างแม่นยำ หากกลไกนี้ไม่ได้รับการจัดแนวอย่างถูกต้อง โบลท์จะขึ้นรูปไม่ถูกต้อง การไหลของกระบวนการมีความก้าวหน้า สถานีแรกอาจเริ่มสร้างส่วนหัว สถานีถัดไปจะเสร็จสิ้นการสร้างส่วนหัว สถานีอื่นจะประมวลผลส่วนปลาย และสถานีสุดท้ายจะเริ่มดำเนินการเธรด
| แบบอย่าง | หน่วย | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135LL | RNBP-165S |
| สถานีปลอม | เลขที่. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| แรงปลอม | กก | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| เส้นผ่านศูนย์กลางตัดสูงสุด | มม | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| ความยาวตัดสูงสุด | มม | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| อัตราการส่งออก | ชิ้น/นาที | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| พี.เค.โอ. จังหวะ | มม | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| เคโอ จังหวะ | มม | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| จังหวะแรมหลัก | มม | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| กำลังมอเตอร์หลัก | กิโลวัตต์ | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| โดยรวมหรี่ลง ของการตัดตาย | มม | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| โดยรวมหรี่ลง ของหมัดตาย | มม | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115ล |
Ø60x130L |
Ø60x229ล |
Ø75x185ล |
| โดยรวมหรี่ลง ของแม่พิมพ์หลัก | มม | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| สนามตาย | มม | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| ประมาณ น้ำหนัก | ตัน | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| เส้นผ่านศูนย์กลางของโบลท์ที่ใช้งานได้ | มม | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| ความยาวก้านของช่องว่าง | มม | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| โดยรวมหรี่ลง | มม | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10,000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

คุณลักษณะของ 4 Die 4 Station Bolt Former คือเวิร์กสเตชันมีการประสานงานกันอย่างดี และการเปลี่ยนแม่พิมพ์ทำได้รวดเร็ว การเคลื่อนไหวของเวิร์กสเตชันทั้งสี่ได้รับการประสานงานอย่างแม่นยำโดยการเชื่อมโยงทางกล เมื่อเวิร์กสเตชันก่อนหน้าเสร็จสิ้นการประมวลผล ชิ้นงานจะย้ายไปยังเวิร์กสเตชันถัดไปโดยอัตโนมัติโดยไม่มีการวางแนวที่ผิดหรือหยุดทำงาน