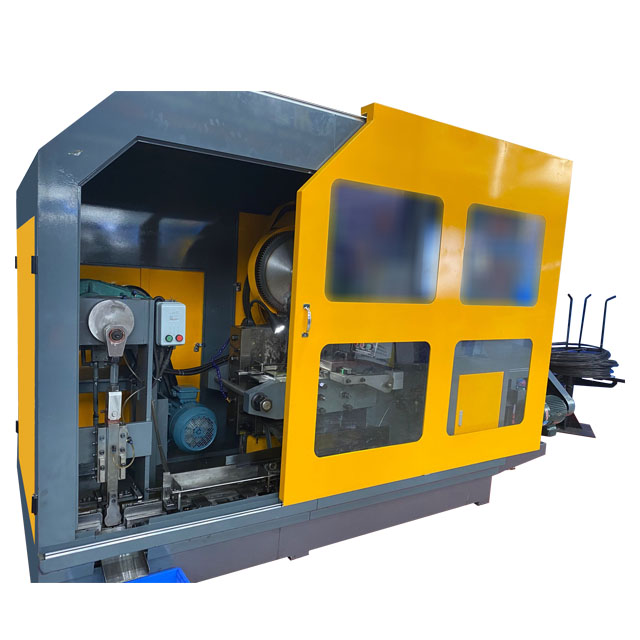



เครื่องตีขึ้นรูปเย็นแบบเดิม 6 Die และ 6 Below Nut โดยผู้ผลิต Ronen® จัดทำรูปทรงของน็อตให้เสร็จสมบูรณ์ผ่านกระบวนการตีขึ้นรูป 6 ขั้นตอนใน 6 ขั้นตอน ได้แก่ การตัดลวด การพลิกคว่ำ การขึ้นรูปหกเหลี่ยม การเจาะ การตัดขอบ และการกำหนดขนาดขั้นสุดท้าย ลวดไม่ต้องการความร้อนจึงช่วยประหยัดพลังงาน
6 Die และ 6 Below Nut อดีตเครื่องตีขึ้นรูปเย็นใช้แม่พิมพ์ต่อเนื่องกันหกแบบเพื่อกำหนดรูปร่างลวดให้เป็นน็อต "หกลง" หมายถึงการเจาะหกครั้งโดยกดลงในแม่พิมพ์จากล่างขึ้นบน อุปกรณ์นี้สามารถค่อยๆ กำหนดรูปร่างของบล็อกโลหะจากช่องว่างธรรมดาไปจนถึงน็อตเกลียวที่เสร็จแล้ว
การตั้งค่าอ่อนนุชอดีตเครื่องตีขึ้นรูปเย็นหมายถึงการจัดตำแหน่งเครื่องมือหกชุด เหนือเวิร์กสเตชันแต่ละเครื่องจะมีแม่พิมพ์ และด้านล่างมีการเจาะ ทั้งสองนี้จะต้องเข้ากันได้อย่างสมบูรณ์แบบ การตั้งค่าที่แม่นยำนี้มีความสำคัญอย่างยิ่งต่อการผลิตถั่วที่มีคุณภาพสม่ำเสมอ หลังจากใช้งานลิงก์นี้แล้ว อุปกรณ์จะไม่จำเป็นต้องมีการแทรกแซงบ่อยครั้ง และจำเป็นต้องมีการปรับเปลี่ยนเพียงเล็กน้อยเท่านั้นเพื่อให้แน่ใจว่าการทำงานจะต่อเนื่องในระยะยาว
ส่วนประกอบสำคัญของเครื่องตีขึ้นรูปเย็นแบบ Die And 6 Below Nut Former คือระบบที่ใช้ในการเคลื่อนย้ายช่องว่างของน็อตระหว่างหกเวิร์กสเตชัน กลไกการลำเลียงนี้ต้องมีความน่าเชื่อถืออย่างยิ่งเพื่อให้มั่นใจว่ากระบวนการความเร็วสูงทำงานได้อย่างราบรื่น หากมีสถานการณ์ไม่ซิงค์กัน อาจทำให้เกิดการติดขัดและส่งผลให้ชิ้นส่วนชำรุดได้
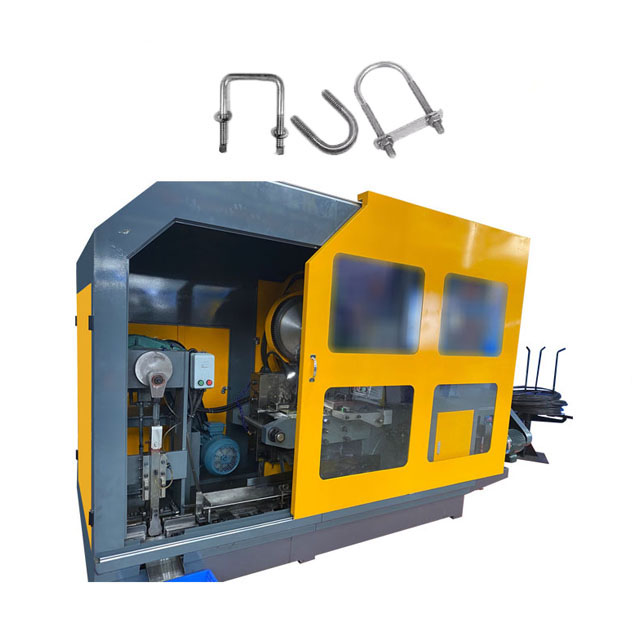
คุณสามารถกำหนดค่าเครื่องตีขึ้นรูปเย็น Nut Former ให้กับน็อตประเภทต่างๆ ได้ ด้วยการเปลี่ยนชุดพั้นช์และแม่พิมพ์หกชุด เครื่องจักรเดียวกันนี้จึงสามารถใช้ในการผลิตน็อตหกเหลี่ยมมาตรฐาน น็อตหกเหลี่ยมสำหรับงานหนัก และแม้กระทั่งน็อตที่มีหน้าแปลน ซึ่งให้ความยืดหยุ่นที่ดีเยี่ยมสำหรับโรงปฏิบัติงานการผลิต
| ข้อมูลจำเพาะ | หน่วย | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| สถานีปลอม | เลขที่ | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| เส้นผ่านศูนย์กลางตัดสูงสุด | มม | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| ความยาวเตะออก | มม | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| สนามตาย | มม | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| พลังการหลอม | ตัน | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| ขนาดการผลิต |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| เอาท์พุต | นาที/ชิ้น | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| มอเตอร์หลัก | แรงม้า | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| มอเตอร์หล่อลื่น | แรงม้า | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| น้ำมันหล่อลื่น | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| น้ำหนักประมาณ | ตัน | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
คุณสมบัติของ Die And 6 Below Nut Former Cold Forging Machine คือมีฟังก์ชั่นสถานีที่ครอบคลุมและความเข้ากันได้ของวัสดุในวงกว้าง หากคุณต้องการลบมุม ให้ใช้รุ่น 5 สถานี หากต้องการสร้างรูปแบบป้องกันการลื่น เพียงเปลี่ยนไปใช้แม่พิมพ์ 4 สถานีโดยไม่ต้องใช้อุปกรณ์เพิ่มเติมใดๆ แม่พิมพ์ของแต่ละสถานีมีความเป็นอิสระ และหากแม่พิมพ์อันใดอันหนึ่งเสียหาย ให้เปลี่ยนแม่พิมพ์นั้นด้วยอันที่เกี่ยวข้องกัน มันสะดวกมาก